המדריך המלא לבחירת חומרי גלם למדפסת תלת מימד: כל מה שצריך לדעת כדי להדפיס כמו מקצוענים
השורה התחתונה תחילה (BLUF): בחירת חומר הגלם (פילמנט) הנכון היא הגורם הקריטי ביותר להצלחת ההדפסה. למתחילים, PLA הוא הבחירה הבטוחה והקלה ביותר. לחלקים הדורשים עמידות בחום וחוזק מכני, PETG הוא שביל הזהב. להדפסות הנדסיות מתקדמות הדורשות עמידות בתנאי חוץ, ASA הוא המלך החדש שמחליף את ה ABS המסורתי.
למה ההדפסה שלכם נכשלה ואיך זה קשור לרגשות שלכם?
כולנו היינו שם. הרגע הזה שבו אתם ניגשים למדפסת אחרי לילה שלם של עבודה, הלב דופק בציפייה לראות את הדגם המושלם שיצרתם, אבל במקום זה אתם מוצאים "ערימת ספגטי" של פלסטיק מסולסל שמונחת בעצב על משטח ההדפסה. התסכול הזה צורב. אתם מרגישים שבזבזתם זמן, כסף ואנרגיה. אנחנו מבינים את הכאב הזה לעומק. העולם של הדפסת תלת מימד הוא לא רק טכני, הוא יצירתי ורגשי. היכולת להפוך רעיון למוצר מוחשי היא קסם, וכשהקסם הזה נשבר בגלל בחירה לא נכונה של חומר, זה כואב. לכן הכנו עבורכם את המדריך הזה. המטרה שלנו היא לא רק לתת לכם מידע טכני, אלא להחזיר לכם את הביטחון וחדוות היצירה, ולמנוע את עוגמת הנפש של ההדפסה הבאה.
מהו בעצם הפילמנט ואיך הוא עובד?
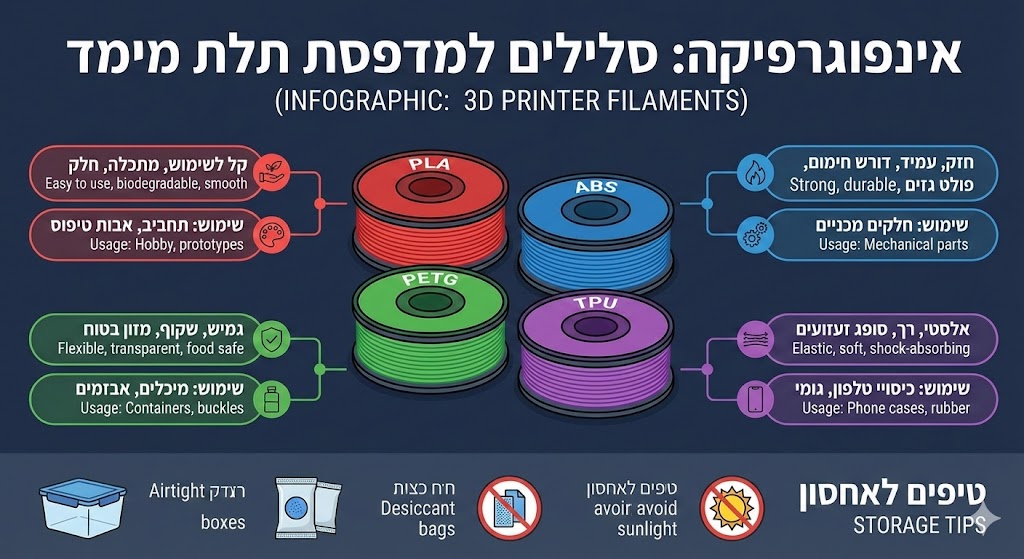
פילמנט סלילים למדפסת תלת מימד הוא "הדיו" של מדפסות תלת מימד בטכנולוגיית FDM (Fused Deposition Modeling). מדובר בחוט פלסטיק, המגיע בדרך כלל בשני קטרים סטנדרטיים של 1.75 מילימטר או 2.85 מילימטר. דמיינו אקדח דבק חם משוכלל מאוד. המדפסת מושכת את החוט, ממיסה אותו בראש ההדפסה (Nozzle) בטמפרטורה מדויקת, ומזריקה אותו שכבה אחר שכבה כדי ליצור אובייקט תלת מימדי. הכימיה של הפלסטיק קובעת הכל. באיזו טמפרטורה הוא נמס? כמה מהר הוא מתקשה? האם הוא מתכווץ כשהוא מתקרר? כל סוג פילמנט דורש "מתכון" הדפסה שונה לחלוטין.
האם PLA הוא עדיין המלך הבלתי מעורער של המדפסות הביתיות?
כן, ובצדק. חומר ה PLA (Polylactic Acid) הוא הפופולרי ביותר בעולם, וסטטיסטיקות מראות כי כ 70% מההדפסות הביתיות מתבצעות בחומר זה.
- למה הוא כל כך אהוב? הוא עשוי עמילן תירס או קני סוכר, מה שהופך אותו לידידותי יותר לסביבה ובעל ריח מתקתק בזמן ההדפסה. הוא כמעט ולא מתכווץ (Warping), מה שמאפשר להדפיס אותו בקלות גם ללא משטח מחומם או תא סגור.
- הנתונים הטכניים: טמפרטורת הדפסה נעה בין 190 ל 220 מעלות צלזיוס. טמפרטורת משטח מומלצת היא 40 עד 60 מעלות.
- החסרונות: הוא רגיש לחום. כבר ב 55 מעלות צלזיוס הוא מתחיל להתרכך. אם תשימו דגם PLA ברכב ביום קיץ ישראלי, הוא יתעוות לחלוטין. בנוסף, הוא חומר פריך יחסית ועלול להישבר תחת עומס פתאומי.
מתי כדאי לעבור לשימוש ב PETG?
ה PETG (Polyethylene Terephthalate Glycol) הוא "האח הגדול והחזק" של ה PLA. אם אי פעם החזקתם בקבוק שתייה קלה מפלסטיק, החזקתם PET. ה G בסוף מסמלת גליקול, שמוסף כדי להפוך את החומר לנוח יותר להדפסה.
- היתרונות: הוא גמיש יותר מ PLA ועמיד הרבה יותר בפני מכות. הוא עמיד בטמפרטורות של עד כ 75 מעלות צלזיוס, מה שהופך אותו למתאים לחלקים מכניים פשוטים או מחזיקי טלפון לרכב (אם לא חם מדי). הוא גם עמיד בפני כימיקלים ומים.
- האתגרים: החומר נוטה ל"חוטים" (Stringing). כלומר, המדפסת משאירה שערות דקות של פלסטיק בין נקודות ההדפסה. הוא דורש כיול מדויק יותר של החזרת החומר (Retraction).
- הנתונים הטכניים: טמפרטורת הדפסה 230 עד 250 מעלות. משטח מחומם ל 70 עד 85 מעלות הוא חובה כדי למנוע התנתקות.
האם ABS הוא נחלת העבר או עדיין רלוונטי?
ה ABS (Acrylonitrile Butadiene Styrene) היה החומר המקורי של מדפסות התלת מימד, אותו חומר ממנו עשויות קוביות הלגו המפורסמות. אבל יש לו יחסי ציבור גרועים בשנים האחרונות, ולא בכדי.
- הבעיה: ABS הוא חומר "מפונק". הוא מתכווץ משמעותית כשהוא מתקרר, מה שגורם לפינות של הדגם להתרומם ולהתנתק מהמשטח. בנוסף, בזמן ההדפסה הוא פולט אדים רעילים (Styrene) בעלי ריח חריף. הדפסה ב ABS דורשת מדפסת סגורה לחלוטין ואוורור טוב.
- אז למה להשתמש בו? הוא עמיד מאוד בחום (עד כ 100 מעלות), והוא החומר הקל ביותר לשיוף ולעיבוד לאחר ההדפסה (Post Processing). אפשר אפילו להחליק אותו באמצעות אדי אצטון לקבלת גימור מבריק וזכוכיתי.
מי הוא היורש החדש שתופס את מקומו של ה ABS?
הכירו את ה ASA (Acrylonitrile Styrene Acrylate). זהו למעשה ABS משופר שפותח במיוחד כדי להתגבר על החסרונות של קודמו. הוא עמיד לקרינת UV (שמש), מה שהופך אותו לאידיאלי לחלקים שנמצאים בחוץ בגינה או על הגג. הוא מדפיס בצורה קלה יותר מ ABS, עם פחות התכווצות, ושומר על אותן תכונות מכניות מעולות. המחיר שלו מעט גבוה יותר, אבל התמורה שווה כל שקל עבור חלקים חיצוניים.
איך מדפיסים גומי? הכירו את ה TPU
אם רציתם אי פעם להדפיס מגן לטלפון, צמיגים למכונית צעצוע או אטמים, TPU (Thermoplastic Polyurethane) הוא התשובה. זהו חומר אלסטי וגמיש לחלוטין.
- הסוד להצלחה: הדפסה ב TPU דורשת סבלנות. צריך להדפיס לאט מאוד (כ 20 עד 30 מילימטר לשנייה). המדפסת צריכה להיות בעלת מנגנון הזנה ישיר (Direct Drive) עדיף על פני מנגנון צינורית (Bowden), שכן החוט הגמיש נוטה להתקפל כמו חוט ספגטי מבושל בתוך הצינורית אם מפעילים עליו לחץ.
מהם חומרים מרוכבים ואקזוטיים?
העולם לא נעצר בפלסטיק רגיל. היום ניתן להשיג פילמנטים המעורבים בחומרים אחרים:
- PLA עץ: מכיל כ 30% נסורת עץ אמיתית. התוצאה נראית, מרגישה ואפילו מריחה כמו עץ.
- סיבי פחמן (Carbon Fiber): פלסטיק (לרוב ניילון או PETG) המחוזק בסיבי פחמן קצוצים. התוצאה היא חלקים קשיחים בצורה יוצאת דופן וקלים מאוד. שימו לב, חומר זה שוחק את הדיזה (Nozzle) של המדפסת במהירות, ויש להצטייד בדיזה מפלדה מוקשחת.
- חומרים זוהרים בחושך: מכילים אבקה זרחנית. גם הם שוחקים מאוד את המדפסת.
איך שומרים על הפילמנט ומדוע זה קריטי?
זהו הסוד השמור ביותר של המדפיסים המקצועיים. פלסטיק הוא חומר היגרוסקופי. המשמעות היא שהוא סופח לחות מהאוויר כמו ספוג. פילמנט רטוב הוא הגורם מספר אחת לבעיות איכות.
כשהמים הכלואים בתוך הפילמנט מגיעים לראש ההדפסה הלוהט, הם רותחים מיידית והופכים לקיטור. הקיטור מתפוצץ ויוצר בועות, חורים, ורעשי "פיצפוץ" בזמן ההדפסה.
פתרונות אחסון מומלצים:
- קופסאות אטומות: שמרו את הגלילים בקופסאות פלסטיק עם אטם גומי.
- סיליקה ג'ל: זרקו לתוך הקופסה שקיות סופחות לחות (אלו שמגיעות עם נעליים או תיקים חדשים).
- מייבש פילמנט: מכשיר חשמלי ייעודי שמחמם את הגליל ומוציא ממנו את הלחות לפני ההדפסה. השקעה שמחזירה את עצמה מהר מאוד.
טבלת השוואה מהירה לטמפרטורות ועמידות
הכנו עבורכם טבלה שתעשה לכם סדר בראש ותעזור לכם לבחור את החומר והגדרות:
- PLA
- טמפרטורת ראש: 190 עד 220
- טמפרטורת מיטה: 40 עד 60
- מאוורר קירור: 100%
- קושי הדפסה: קל מאוד
- עמידות: נמוכה
- PETG
- טמפרטורת ראש: 230 עד 250
- טמפרטורת מיטה: 70 עד 85
- מאוורר קירור: 20% עד 50%
- קושי הדפסה: בינוני
- עמידות: בינונית
- ABS / ASA
- טמפרטורת ראש: 240 עד 260
- טמפרטורת מיטה: 90 עד 110
- מאוורר קירור: 0% (כבוי)
- קושי הדפסה: קשה
- עמידות: גבוהה מאוד
- TPU
- טמפרטורת ראש: 210 עד 230
- טמפרטורת מיטה: 50 עד 60
- מאוורר קירור: 100%
- קושי הדפסה: בינוני (תלוי במדפסת)
- עמידות: גמיש
שאלות ותשובות נפוצות שחייבים להכיר
שאלה: האם אפשר להדפיס PLA במדפסת סגורה?
תשובה: מומלץ שלא. PLA צריך קירור מהיר כדי להתקשות. במדפסת סגורה החום מצטבר והחומר עלול להתרכך עוד לפני שהוא מגיע לקצה הדיזה, מה שגורם לסתימה שנקראת Heat Creep. אם יש לכם מדפסת סגורה, פתחו את הדלת בזמן הדפסת PLA.
שאלה: האם פילמנט מתקלקל עם הזמן?
תשובה: כן. מלבד הלחות, פלסטיק (במיוחד PLA) הופך להיות שביר מאוד לאורך זמן בחשיפה לאוויר ולאור. אם אתם מנסים ליישר את קצה החוט והוא נשבר מיד כמו מקרוני יבש, הפילמנט כנראה ישן מדי או ספוג בלחות.
שאלה: למה השכבה הראשונה לא נדבקת לי?
תשובה: זו הבעיה הנפוצה ביותר. ב 90% מהמקרים הבעיה היא שהדיזה רחוקה מדי או קרובה מדי למשטח (Z Offset), או שהמשטח מלוכלך בשומן מאצבעות הידיים. נקו את המשטח עם אלכוהול 99% לפני כל הדפסה וכיילו את הגובה כך שדף נייר יעבור בקושי בין הדיזה למשטח.
שאלה: האם אפשר לערבב צבעים וחומרים?
תשובה: צבעים כן, חומרים בדרך כלל לא. PLA ו PETG לא נדבקים טוב אחד לשני. אם יש לכם מדפסת עם שני ראשים, תוכלו להשתמש בזה ליתרון השתמשו ב PETG כחומר תמיכה (Support) להדפסת PLA, הוא יתנתק בקלות רבה בסיום.
טיפים של אלופים לפתרון תקלות בזמן אמת
החלטנו לגלות לכם כמה סודות מהניסיון שלנו בשטח. כשאתם רואים שהחומר יוצא מהדיזה ומסתלסל כלפי מעלה ונדבק לדיזה במקום למשטח, זה סימן שהדיזה מלוכלכת או שחוקה. קחו מברשת פליז קטנה ונקו את הדיזה כשהיא חמה (בזהירות!).
אם ההדפסה נראית "חורירית" וחלשה (Underextrusion), ייתכן שיש סתימה חלקית או שגלגל השיניים שדוחף את החוט מחליק. בדקו את המתח על הקפיץ של האקסטרודר (Extruder).
לסיכום: הבחירה בידיים שלכם
עולם חומרי הגלם הוא עצום ומרתק. היכולת לבחור את החומר הנכון לכל פרויקט היא מה שמבדיל בין חובבן למקצוען. אל תפחדו להתנסות בחומרים חדשים כמו ASA או ניילון, אבל זכרו תמיד לכבד את דרישות החומר. אוורור נכון, אחסון יבש וכיול מדויק הם המפתח להצלחה. אנחנו מקווים שהמדריך הזה עזר לכם לעשות סדר ונתן לכם את הביטחון לגשת למדפסת ולהתחיל ליצור את הדבר הגדול הבא. בהצלחה!